Increase condition monitoring success by utilizing process parameters
Deploying a condition monitoring program to better track asset health and performance can have the effect of narrowly focusing the team on one or a few types of data. Typically, maintenance and reliability professionals install a sensor such as an accelerometer on machines to measure vibration and relay that data to a vibration analyst to interpret alarms and patterns. However, while vibration is an excellent place to start when assessing the health of a machine, it is not the only parameter to consider.
In addition to an accelerometer mounted to the machine, other sensors may be present and sending data to a programmable logic controller (PLC), supervisory control and data acquisition (SCADA), or human-machine interface (HMI) for trending or adjusting machine functions. This data could be quite simple—such as speed or temperature—or it can be quite abstract—like rotational direction or the price of a kilowatt-hour for a given timeframe.
This type of data is called a process parameter and can be obtained from a sensor that is already installed on the asset, or it may come from a control system, outside organization, or manual input.
Utilizing process parameters involves taking narrowly focused data and pairing it with supplemental data to provide better context about what is happening with the machine.
These parameters can be obtained from direct analog input or through digital means, such as industrial languages like the Modbus data communications protocol, Message Queuing Telemetry Transport (MQTT), Process Field Net (PROFINET), and Open Platform Communication (OPC). These languages enable communication between dissimilar devices, which would otherwise be difficult or impossible to connect through hardware or analog means.
The open nature of these protocols allows for a seamlessly unlimited combination of process parameters from various sources. In addition, since this is a digital protocol that can be multiplexed on a common cable, the number of connections no longer relies on the number of hardware pins, terminals, or connectors on a signal conditioner. An ethernet connection could host thousands of process parameters going back and forth between devices. The numerous advantages of industrial language protocols need to be balanced against the limitations. Most languages can only support integers and simple values, i.e. a temperature or speed value, but not a complex graph, like a vibration spectrum or timewave form.
Real World Examples
Operators manage the cross-flow of different data streams differently depending on the application, as these examples illustrate.
Municipal pumping station: The station collects vibration data in sync with water flow, pressure, and valve position. The vibration data supplements the normal operation of the pumps by monitoring flow turbulence and cavitation at different pump regimes, in addition to monitoring motor bearing condition.
Lumber mill: A mill uses both temperature and vibration to measure saw performance. The mill uses the values in cascading order because history showed that bearing failure was detected once a temperature threshold was breached. Now, with vibration data, the condition monitoring program is successful, as past temperature measurements no longer breach alarm levels because the lumber mill operators can detect bearing failure much earlier—before the temperature increases.
Peaker power plant: The plant plots vibration data and run time against the cost of electricity per kW/hour. This information allows the plant operators to regulate when generating units are brought online to avoid short cycling.
Mining industry: A mine may monitor large bucket excavator vibration with cyclical bucket movements creating loaded and unloaded scenarios that must be detected to organize the vibration data. In this case, having more data can be both an advantage and a curse: without knowing if the bucket is full or empty, the vibration data is difficult to compare and requires context. Some mines have solved this by installing special speed sensors that detect motor direction and are used to indicate loaded/unloaded conditions—all plotted against the vibration data. This allows for proper data analysis under consistent conditions.
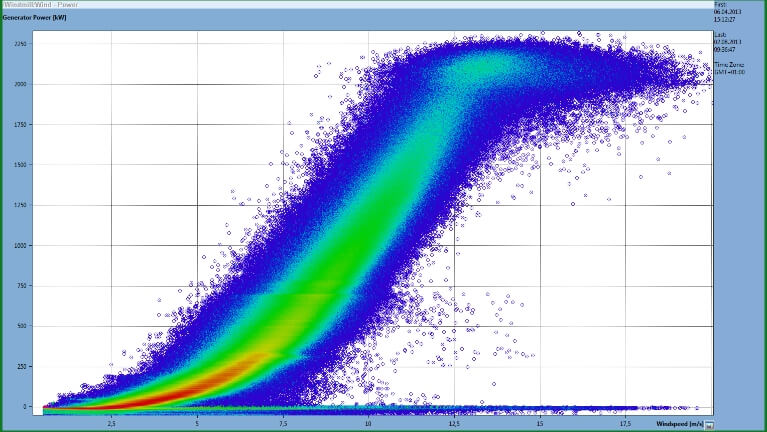
Wind industry: Knowing the amount of power generated is as important as knowing which way the nacelle was pointed and the sustained wind speed for a given time frame. The operators can use this data passively, such as for record keeping, or actively—as the wind direction changes, operators can program the tower to follow the wind and remain at peak power generating speed. For a wind farm, comparing data from each tower can help detect irregularities and bad actors. The data can also help normalize performance across the entire wind farm.
Building operations: Building engineers can use process parameters to help understand one-off issues and perform troubleshooting. For example, a building’s tenants reported a strange vibration during the morning and afternoon hours that was uncomfortable and unexplained. After cross-referencing running equipment in the building, subway schedules, movement of people, the operators determined that the cause was full elevators running up and down at open and close of business hours. The position of the elevator was the critical piece of information.
In some of these examples, the data correlations are obvious. But what about the non-obvious pairings? Having access to seemingly unrelated data streams may reveal patterns that were not previously observed or even considered. The challenge is knowing what data to look at. For a human workforce, this may be very time-consuming and impractical. Many plant operations teams have already successfully connected a filtered stream of SCADA data to their EAM, taking advantage of software and asset management logic to organize and analyze incoming values. The better these data supplies become, the more ready businesses and engineers become to utilize machine learning and AI to detect patterns that would not be obvious via manual comparison or human interpretation.
Related articles:
High Reliability of Air Screw Compressors with VibGuard Compact





